2. Sugarcane Processing and Various Products
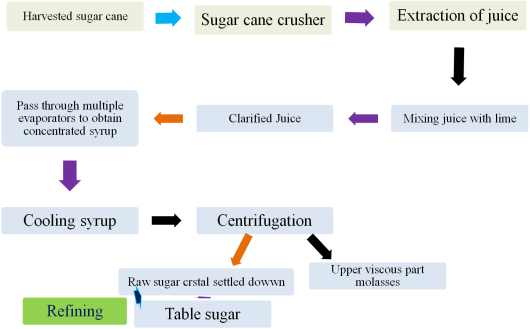
Sugarcane is primarily cultivated for sugar production, but its processing yields various valuable by-products, including bagasse, brown sugar, molasses, syrup, and jaggery, in addition to table sugar. The large-scale processing of sugarcane for sugar production involves several key steps, as illustrated in
Figure 1.
Initially, the cane is harvested, transported, and washed to remove dirt, soil, and other residues. The next step involves chopping the cane into smaller pieces using revolving knives in a shredder, a powerful hammer mill that transforms the cane into a fibrous material. At this stage, the cane stalks are ruptured, but no juice is extracted. The sugar juice is subsequently extracted through the use of mills or diffusers, separating the fibrous cellulosic matter known as bagasse, which can then be further processed into sugar
| [3] | Doherty, W. O. (2011). Improved sugar cane juice clarification by understanding calcium oxide-phosphate-sucrose systems. Journal of Agricultural and Food Chemistry, 59(5), 1829-1836. https://doi.org/10.1021/jf1043212 |
[3]
.
Following juice extraction, clarification is performed through the addition of various chemicals. Lime is used to raise the pH, while sulfur dioxide (SO2) is employed for decolorization during the sulphitation process. Additionally, caustic soda (NaOH) and soda ash (Na2CO3) are utilized to manage impurities in evaporators and vacuum pans, and the system is rinsed with hydrochloric acid (Eggleston, 2008).
The production of pure sugar involves several stages, including juice purification, concentration through evaporation, sucrose crystallization, and final separation and drying. The purification process, known as defecation, occurs at relatively high temperatures and involves the action of chemical agents, primarily calcium hydroxide (Ca(OH)
2) and magnesium hydroxide (Mg(OH)
2), in conjunction with heat
| [12] | Eggleston, G., Legendre, D., Pontif, K., & Gober, J. (2014). Improved control of sucrose losses and clarified juice turbidity with lime saccharate in hot lime clarification of sugarcane juice and other comparisons with milk of lime. Journal of Food Processing and Preservation, 38(1), 311-325.
https://doi.org/10.1111/j.1745-4549.2012.00779.x |
[12]
. This method is one of the most commonly used treatments for juice purification.
During this heating process, various compounds are formed, notably chromophoric impurities, which arise primarily from the alkaline degradation of sucrose. These impurities account for approximately 70% to 80% of the total mass of colored products in the juice. The development of these colored compounds is a prevalent issue in both the cane and beet sugar industries
| [13] | Baunsgaard, D. (2000). Analysis of color impurities in sugar processing using flourescence spectroscopy and chemometrics.Royal Veterinary and Agricultural University, Department of Dairy and Food. |
[13]
.
In light of these challenges, contemporary research is focused on enhancing the most widely used methods for clarifying raw sugarcane juice. The goal is to achieve greater efficiency in removing non-sugar compounds and color while minimizing sucrose loss
| [14] | Kimatu, B. M., Faraj, A. K. and Mahungu, S. M. (2015). Effect of incorporating alum in cane juice clarification efficiency and sucrose losses. International Journal of Food Studies. 4(1). https://doi.org/10.7455/ijfs/4.1.2015.a5 |
[14]
.
Sugar is obtained through the refining of cane juice, but other unrefined sugarcane products, such as jaggery, brown sugar, and molasses, are also produced
| [15] | Singh, A., Lal, U., Mukhtar, H., Singh, P., Shah, G., & Dhawan, R. (2015). Phytochemical profile of sugarcane and its potential health aspects. Pharmacognosy Reviews, 9(17), 45-54. https://doi.org/10.4103/0973-7847.156340 |
[15]
. Sugar mills generate substantial quantities of solid waste and residual effluents during processing, many of which contain high pollutant loads. These by-products include bagasse, filter cake, soil matter, organic impurities, wastewater, and molasses. Notably, some of these materials, such as molasses and bagasse, have significant potential for recycling and reuse
| [16] | Basanta, R., Delgado, M. A. G., Martínez, J. E. C., Vázquez, H. M., & Vázquez, G. B (2007). sustainable recycling of waste from sugarcane agroindustry: A review. CYTA-Journal of Food. 5(4), 293-305. https://doi.org/10.1080/19476330903123202 |
[16]
.
Sugarcane bagasse, a by-product of the sugarcane industry, is produced after juice extraction for sugar production. Approximately 54 million dry tons of bagasse are generated annually worldwide
| [8] | Qureshi, K., Bhatti, I., Kazi, R., & Ansari, K. A. (2008). Physical and chemical analysis of activated carbon prepared from sugarcane bagasse and use for sugar decolorisation. International Journal of Chemical and Biomolecular Engineering, 1(3), 145-149.
https://doi.org/10.5281/zenodo.1077315 |
[8]
. However, the treatment and disposal of bagasse pose challenges
| [17] | Inal, I. I. G., Holmes, S. M., Banford, A., & Aktas, Z. (2015). The performance of supercapacitor electrodes developed from chemically activated carbon produced from waste tea. Applied Surface Science, 357, 696-703.
https://doi.org/10.1016/j.apsusc.2015.09.067 |
[17]
. One promising approach is to utilize bagasse as an additive for the production of sludge-based adsorbents, thereby enhancing their adsorption capacity. The bagasse is obtained by crushing and squeezing the sugarcane to extract the juice, and is subsequently collected, dried at 105°C, ground, and sieved into various particle sizes
| [18] | Lubis, R. A. F., Nasution, H. I., & Zubir, M. (2020). Production of Activated Carbon from Natural Sources for Water Purification. Indonesian Journal of Chemical Science and Technology (IJCST), 3(2), 67-73.
https://doi.org/10.24114/ijcst.v3i2.19531 |
[18]
.
In addition to its potential as an additive, sugarcane bagasse is currently used as fuel for boilers and as a raw material for manufacturing pulp, paper, and building boards. According to the previous research report,
| [19] | Marshall, W. E., & Champagne, E. T. (1995). Agricultural byproducts as adsorbents for metal ions in laboratory prepared solutions and in manufacturing wastewater. Journal of Environmental Science and Health. Part A: Environmental Science and Engineering and Toxicology, 30(2), 241-261.
https://doi.org/10.1080/10934529509376198 |
[19]
, bagasse in its natural state is a poor adsorbent for organic compounds, such as sugar colorants and metal ions. To enhance its adsorptive properties toward these contaminants, although another researcher. suggested that bagasse must undergo physical or chemical modification. This transformation is effectively achieved through the conversion of bagasse into activated carbon, which has been identified as a suitable resource for the preparation of activated carbon
| [8] | Qureshi, K., Bhatti, I., Kazi, R., & Ansari, K. A. (2008). Physical and chemical analysis of activated carbon prepared from sugarcane bagasse and use for sugar decolorisation. International Journal of Chemical and Biomolecular Engineering, 1(3), 145-149.
https://doi.org/10.5281/zenodo.1077315 |
[8]
.
2.1. Sugar Production Status in Ethiopia
Ethiopia is among the sugar-producing countries that cultivate sugarcane, contributing approximately 0.18% of the total global sugar output. Commercial sugar production in the country began in 1954 with the establishment of the Wonji Sugar Factory, marking the inception of Ethiopia’s modern sugar industry. Since then, sugar has been produced primarily from irrigated and semi-mechanized sugarcane plantations managed by state-owned sugar estates, alongside limited participation from smallholder out-growers’ schemes.
Currently, Ethiopia maintains about 45,000 hectares of sugarcane cultivation, which supplies raw material to three operational factories Wonji, Metehara, and Finchaa. Together, these factories produce an estimated 460,000 tons of sugar annually. In addition to sugar, the Finchaa and Metehara sugar industries also engage in ethanol production, generating approximately 20 million and 15 million liters of ethanol per year, respectively. The ethanol is blended at 10% with gasoline for use in the transport sector, contributing to the country’s renewable energy initiatives.
The Ethiopian sugar industry plays a significant role in the national economy by creating employment opportunities for over 28,000 people, while also supporting rural livelihoods and contributing to industrial development
| [20] | Dengia, A., Tsegaye, T., & Bekele, A. (2023). Analysis of declining trends in sugarcane yield at Wonji-Shoa Sugar Estate, Central Ethiopia. Experimental Results, 2023, 1-7.
https://doi.org/10.1017/exp.2023.4 |
[20]
. However, despite these contributions, the country’s sugar production potential remains underutilized. Productivity has fluctuated from year to year due to the limited application of improved agronomic and manufacturing technologies. In contrast, other major sugar-producing countries have significantly enhanced production efficiency through technological innovation, research-based practices, and process optimization. Hence, Ethiopia’s sugar sector would benefit from adopting advanced technologies to optimize both cane yield and sugar recovery efficiency
| [20] | Dengia, A., Tsegaye, T., & Bekele, A. (2023). Analysis of declining trends in sugarcane yield at Wonji-Shoa Sugar Estate, Central Ethiopia. Experimental Results, 2023, 1-7.
https://doi.org/10.1017/exp.2023.4 |
[20]
.
2.2. The Composition of Sugarcane Juice
Sugarcane juice is well known raw material mainly for the production of raw and refined sugar. Raw cane juice and its subsequent form (mixed juice, MJ) are stable suspensions that contain large numbers of suspended particles. Sugarcane juice with its two separate sections contain sucrose and other soluble components (glucose, fructose, inorganic ions, organic acids, polysaccharides, proteins, starch, amino acids, vitamins, etc.) and insoluble matters (soil, sand lipids, gums and wax), chromophoric substance and non-sucrose components
| [3] | Doherty, W. O. (2011). Improved sugar cane juice clarification by understanding calcium oxide-phosphate-sucrose systems. Journal of Agricultural and Food Chemistry, 59(5), 1829-1836. https://doi.org/10.1021/jf1043212 |
[3]
. The chromophoric compounds are initially present in the juice as chlorophyll and polyphenols. Other colored substances and compounds are formed during the various stages of processing the juice, mainly during juice purification. The relative amounts of the components in cane juice is depend on the variety, maturity, and weather condition of the cane plant, soil type, and the harvesting method and processing conditions
| [3] | Doherty, W. O. (2011). Improved sugar cane juice clarification by understanding calcium oxide-phosphate-sucrose systems. Journal of Agricultural and Food Chemistry, 59(5), 1829-1836. https://doi.org/10.1021/jf1043212 |
[3]
.
The shelf life of sugarcane juice is limited due to high incidences of microbial contamination and enzymatic reactions, which begins immediately after extraction. Sugarcane juice is highly susceptible to spoilage due to the presence of sugars and high water content
| [21] | Krishnakumar, T., Thamilselvi, C., & Devadas, C. T. (2013). Effect of delayed extraction and storage on quality of sugarcane juice. African Journal of Agricultural Research, 8(10), 930-935. https://doi.org/10.5897/AJAR12.1807 |
[21]
. The researcher stated further, as to determine the quality of sugarcane juice extracted from stored canes, as well as change in quality of fresh juice stored at different temperatures. Cane stems were stored at 10 and 30°C while the fresh juice was stored at 5 and 30°C. The parameters was studied are; juice yield, total soluble solids, total sugar content, titratable acidity, P
H, viscosity, total microbial count and sensory evaluation for colour and flavor. Results showed that low temperature storage (10°C) of canes was able to maintain the quality of juice for 10days, while low temperature storage (5°C) of juice could last for only 4days. Spoilage of cane stored at 30°C occurred faster than that stored at 10°C
| [21] | Krishnakumar, T., Thamilselvi, C., & Devadas, C. T. (2013). Effect of delayed extraction and storage on quality of sugarcane juice. African Journal of Agricultural Research, 8(10), 930-935. https://doi.org/10.5897/AJAR12.1807 |
[21]
.
Microorganisms present in the sugarcane juice induce rapid microbial fermentation by conversion of sucrose into organic acid and ethanol, thus imparting sour taste within hours of extraction
. Another major problem in sugarcane juice processing is the enzymatic browning due to the activity of polyphenol oxidase and peroxidase
| [23] | Sreedevi, P., Jayachandran, L. E., & Rao, P. S. (2018). Browning and bioactive composition of sugarcane juice (Saccharum officinarum) as affected by high hydrostatic pressure processing. Journal of Food Measurement and Characterization, 12(3), 1962-1971.
https://doi.org/10.1007/s11694-018-9811-7 |
[23]
. hese problems associated with sugarcane juice possess serious challenges in processing and marketing sugarcane based beverages.
2.3. Use of Clarificant and Flocculants in Sugar Production
Sugarcane juice is the primary raw material used in the production of both raw and refined sugar. The extracted juice, often referred to as
mixed juice (MJ), is a stable suspension containing numerous soluble and insoluble components. Chemically, sugarcane juice consists mainly of sucrose, accompanied by other soluble constituents such as glucose, fructose, inorganic ions, organic acids, polysaccharides, proteins, starch, amino acids, and vitamins. It also contains insoluble materials including soil particles, sand, lipids, gums, and waxes, as well as chromophoric and non-sucrose compounds
| [3] | Doherty, W. O. (2011). Improved sugar cane juice clarification by understanding calcium oxide-phosphate-sucrose systems. Journal of Agricultural and Food Chemistry, 59(5), 1829-1836. https://doi.org/10.1021/jf1043212 |
[3]
.
The chromophoric substances in sugarcane juice primarily originate from chlorophylls and polyphenolic compounds, while additional colored materials are formed during processing, particularly in the clarification and purification stages. The relative composition of cane juice components varies with several factors such as cane variety, maturity stage, climatic conditions, soil type, harvesting method, and processing parameters
| [3] | Doherty, W. O. (2011). Improved sugar cane juice clarification by understanding calcium oxide-phosphate-sucrose systems. Journal of Agricultural and Food Chemistry, 59(5), 1829-1836. https://doi.org/10.1021/jf1043212 |
[3]
.
The shelf life of sugarcane juice is generally limited due to its high sugar and moisture content, which promote rapid microbial growth and enzymatic degradation immediately after extraction. Studies on juice storage under different temperature conditions revealed that storing sugarcane stems at 10°C preserved juice quality for up to 10 days, whereas storing fresh juice at 5°C extended its usability for only four days. In contrast, samples stored at 30°C exhibited accelerated spoilage characterized by increased microbial load, acidity, and undesirable changes in color and flavor
| [21] | Krishnakumar, T., Thamilselvi, C., & Devadas, C. T. (2013). Effect of delayed extraction and storage on quality of sugarcane juice. African Journal of Agricultural Research, 8(10), 930-935. https://doi.org/10.5897/AJAR12.1807 |
[21]
.
Microorganisms present in freshly extracted juice initiate fermentation, converting sucrose into organic acids and ethanol, which imparts a sour taste within hours of extraction
. In addition to microbial spoilage, enzymatic browning caused by the activity of polyphenol oxidase (PPO) and peroxidase (POD) enzymes represents another significant issue affecting juice quality and appearance
| [23] | Sreedevi, P., Jayachandran, L. E., & Rao, P. S. (2018). Browning and bioactive composition of sugarcane juice (Saccharum officinarum) as affected by high hydrostatic pressure processing. Journal of Food Measurement and Characterization, 12(3), 1962-1971.
https://doi.org/10.1007/s11694-018-9811-7 |
[23]
. Together, these microbial and enzymatic processes pose major challenges to the processing, storage, and commercialization of sugarcane juice and related beverages.
2.4. Activation of Activated Carbon
The term
activated carbon originates from the combination of two words
carbon and
active. The term “carbon” refers to a material obtained after carbonization of a raw precursor, while “active” indicates that the carbon has undergone an activation process, which develops its porous structure and enhances its surface area, thereby improving its adsorption capacity
| [24] | Nadzirah, Z., H. N. Haslina, and M. M. Adib. (2015) Studies on the preparation of activated carbon sugarcane bagasse on removal of chemical oxygen demand, alkalinity and oil and grease of car wash wastewater. Advances in Environmental Biology. 9(12), 15-21. |
[24]
. Activated carbon can be produced from a wide range of carbonaceous materials containing organic carbon. Ideally, suitable raw materials should possess a high carbon content, low volatile and inorganic matter, and exhibit good mechanical and thermal stability. Economically, materials that are inexpensive and widely available are preferred for large-scale production
| [25] | Zielińska, A., Oleszczuk, P., Charmas, B., Skubiszewska-Zięba, J., & Pasieczna-Patkowska, S. (2015). Effect of sewage sludge properties on the biochar characteristic. Journal of Analytical and Applied Pyrolysis, 112, 201-213.
https://doi.org/10.1016/j.jaap.2015.01.025 |
[25]
.
Traditionally, activated carbon has been derived from coal and charcoal. However, growing environmental concerns and sustainability goals have motivated the use of renewable biomass resources as precursors. These include agricultural residues, plant stems, and other organic wastes. For example, Investigated the carbonization of plantain (
Musa paradisiaca) stem at 400°C for one hour, followed by chemical activation using phosphoric acid (H
3PO
4) and zinc chloride (ZnCl
2) to produce CPPAC (carbonized plantain phosphoric acid activated carbon) and CPZAC (carbonized plantain zinc chloride activated carbon), respectively
| [26] | Ekpete, O., Marcus, A., & Osi, V. (2017). Preparation and characterization of activated carbon obtained from plantain (Musa paradisiaca) fruit stem. Journal of Chemistry, 2017, Article 8635615. https://doi.org/10.1155/2017/8635615 |
[26]
. Physicochemical analyses including pH, bulk density, moisture content, ash content, volatile matter, iodine number, and surface functional groups revealed that chemical activation induced significant structural and chemical transformations. CPPAC was found to be more suitable for liquid-phase adsorption due to its lower bulk density, reduced ash content, and higher iodine value, indicating enhanced microporosity and adsorption efficiency
| [26] | Ekpete, O., Marcus, A., & Osi, V. (2017). Preparation and characterization of activated carbon obtained from plantain (Musa paradisiaca) fruit stem. Journal of Chemistry, 2017, Article 8635615. https://doi.org/10.1155/2017/8635615 |
[26]
.
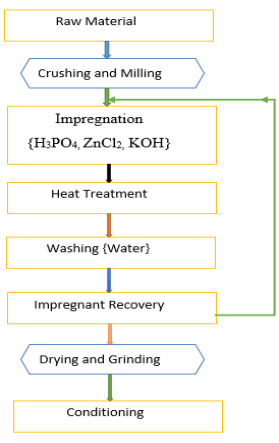
The preparation of activated carbon generally involves three main stages: pretreatment, carbonization, and activation. Pretreatment removes soluble impurities and residual nutrients from the biomass. During carbonization, lignin, cellulose, and hemicellulose are thermally decomposed to form carbonaceous char while eliminating water, oxygen, hydrogen, sulfur, and volatile compounds. Typically, carbonization occurs above 400°C, leading to dehydration and the release of gaseous products such as H
2O, CO, and CO
2, which facilitate subsequent activation reactions. The activation stage further develops the pore network and increases surface area through chemical or physical means
| [27] | Yang, H. M., Zhang, D. H., Chen, Y., Ran, M. J., & Gu, J. C. (2017). Study on the application of KOH to produce activated carbon to realize the utilization of distiller’s grains. IOP Conference Series: Earth and Environmental Science, 69, 012051. https://doi.org/10.1088/1755-1315/69/1/012051 |
[27]
.
Recent research trends favor the use of non-woody agricultural wastes as precursors for activated carbon due to their favorable chemical composition and the potential to develop superior pore structures compared to woody materials. The selection of raw materials is guided by seven key criteria proposed by Menéndez-Díaz
| [28] | Menéndez-Díaz, J. A., & Martín-Gullón, I. (2006). Types of carbon adsorbents and their production. In T. J. Bandosz (Ed.), Interface Science and Technology: Vol. 7. Activated carbon surfaces in environmental remediation (pp. 1-47).
https://doi.org/10.1016/S1573-4285(06)80010-4 |
[28]
. High carbon content; Low inorganic matter to minimize ash formation; High density and volatile matter content; Abundant and low-cost availability; High activation potential; Low degradation rate during storage; and Ability to yield a significant amount of activated carbon after processing.
However, most biomass residues inherently possess lower carbon content than fossil-based materials, which can limit their activation yield
| [29] | Yahya, M. A., Al-Qodah, Z., & Ngah, C. Z. (2015). Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: A review. Renewable & Sustainable Energy Reviews, 46, 218-235.
https://doi.org/10.1016/j.rser.2015.02.051 |
[29]
. Despite this, biomass-derived activated carbon remains a cost-effective adsorbent with excellent textural properties and adsorptive performance. Traditionally, microporous activated carbons (pore width < 2 nm) have been utilized for various purification applications. More recently, mesoporous carbons (pore width between 2-50 nm) have gained growing attention because of their broader adsorption capacity and enhanced performance across a wider range of environmental and industrial applications
| [8] | Qureshi, K., Bhatti, I., Kazi, R., & Ansari, K. A. (2008). Physical and chemical analysis of activated carbon prepared from sugarcane bagasse and use for sugar decolorisation. International Journal of Chemical and Biomolecular Engineering, 1(3), 145-149.
https://doi.org/10.5281/zenodo.1077315 |
[8]
.
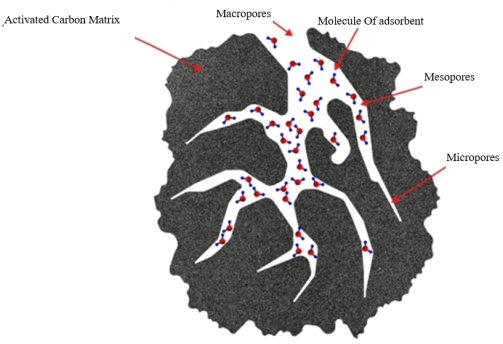
Porous carbon (
Figure 2) is characterized by distinct physicochemical properties such as a large surface area, a wide range of pore sizes, and relatively low density. Activated carbon, on the other hand, refers to carbon materials whose surfaces have been modified or activated through processes such as surface functionalization, or metal and oxide deposition to enhance their performance for specific applications. While all activated carbons are porous carbons, not all porous carbons are activated. The pore size distribution of porous carbons spans a wide range, whereas activated carbons are predominantly microporous materials
| [30] | Kim, J. W., Sohn, M. H., Kim, D. S., Sohn, S. M., & Kwon, Y. S. (2001). Production of granular activated carbon from waste walnut shell and its adsorption characteristics for Cu2⁺ ion. Journal of Hazardous Materials, 85(3), 301-315. https://doi.org/10.1016/S0304-3894(01)00239-4 |
[30]
.
Though a fundamental difference exists between porous and activated carbons, the boundary between the two is sometimes indistinct, especially in terms of processing and application. During activation, both pore generation and surface modification occur simultaneously, resulting in enhanced surface characteristics and adsorption properties.
Byamba-Ochir reported that activated carbon can be produced either through direct activation of dried raw precursors or via a two-stage process involving initial carbonization followed by activation. In the two-stage process, raw materials such as walnut shells, wood, bone, sugarcane bagasse, or coal are first carbonized at elevated temperatures (typically below 700°C) in the absence of oxygen
| [31] | Byamba-Ochir, N., Shim, W. G., Balathanigaimani, M. S., & Moon, H. (2016). Highly porous activated carbons prepared from carbon rich Mongolian anthracite by direct NaOH activation. Applied Surface Science, 379, 331-337.
https://doi.org/10.1016/j.apsusc.2016.04.082 |
[31]
. This carbonization process, essentially a pyrolytic reaction, drives off volatile hydrocarbons, yielding a solid carbon-rich residue known as char or biochar. Subsequent activation using physical or chemical methods develops the internal porosity, creating fine cavities and enhancing the material’s adsorption capacity
| [29] | Yahya, M. A., Al-Qodah, Z., & Ngah, C. Z. (2015). Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: A review. Renewable & Sustainable Energy Reviews, 46, 218-235.
https://doi.org/10.1016/j.rser.2015.02.051 |
[29]
.
2.5. Clarification of Sugarcane Juice and Its Challenges
Clarification is a crucial stage in sugar processing that directly affects the purity, color, and overall yield of sugar. The primary objective of juice clarification is to remove suspended and colloidal impurities, including organic acids, proteins, polysaccharides, colorants, and inorganic materials such as mud and silica. These impurities, if not removed effectively, lead to poor crystallization, darker color, and reduced sugar quality in the final product
.
Conventionally, clarification involves a combination of chemical and physical processes, typically including lime treatment, heating, and sedimentation or filtration. Lime (calcium hydroxide) is commonly added to adjust the pH of the juice to around 7.0-7.2, which promotes the precipitation of non-sugar substances and stabilizes sucrose. The clarified juice is then separated from the precipitated impurities, referred to as
press mud. However, this conventional process requires precise control of temperature, pH, and chemical dosage to ensure effective impurity removal without causing sucrose loss or re-coloration of the juice
| [32] | Chowdhury, Z. Z., Zain, S. M., Khan, R. A., Niya, A. A., and Khalid, k. (2012). Process variables optimization for preparation and characterization of novel adsorbent from lignocellulosic waste. BioResource, 7(3), 3732-3754. |
[32]
.
Despite its widespread use, the traditional clarification method faces several challenges. Excessive use of lime can lead to scaling in evaporators, sucrose inversion, and increased production costs. Moreover, the disposal of lime mud poses environmental concerns. Additionally, the chemical clarifiers used in some plants may introduce secondary contaminants or residual color, which compromise product quality. These limitations have driven research toward alternative and eco-friendly clarification methods
| [4] | Majur, M. M., Ramesh, D., & Birhanu, T. (2019). Clarifying capacity of eco-friendly nano CaO and okra (Abelmoschus esculentus) extract on the processing of sugarcane juice: A review. International Research Journal of Science and Technology, 1(1), 21-30.
https://doi.org/10.46378/irjst.2019.010104 |
[4]
.
In recent years, adsorption-based clarification using activated carbon (AC) and other bio-based adsorbents has gained attention as a sustainable and efficient approach. Activated carbon effectively removes colorants, organic impurities, and colloidal materials from sugarcane juice through surface adsorption and pore diffusion mechanisms. The efficiency of adsorption depends on parameters such as carbon dosage, contact time, pore structure, surface chemistry, and juice viscosity
| [8] | Qureshi, K., Bhatti, I., Kazi, R., & Ansari, K. A. (2008). Physical and chemical analysis of activated carbon prepared from sugarcane bagasse and use for sugar decolorisation. International Journal of Chemical and Biomolecular Engineering, 1(3), 145-149.
https://doi.org/10.5281/zenodo.1077315 |
[8]
. However, the high cost of commercially produced activated carbon limits its large-scale application in the sugar industry.
To overcome this barrier, researchers have explored the production of low-cost activated carbon from agricultural by-products, particularly sugarcane bagasse, which is abundantly available in sugar mills. Bagasse-derived activated carbon (BAC) has shown promising results in removing colorants and turbidity from sugarcane juice, offering an environmentally friendly alternative to conventional clarification techniques
| [9] | Solís-Fuentes, J. A., Galán-Méndez, F., Hernández-Medel, M. D. R., et al. (2019) Effectiveness of Bagasse Activated Carbon in Raw Cane Juice Clarification. Food Bioscience, 32, Article 100437. https://doi.org/10.1016/j.fbio.2019.100437 |
[9]
.
Nevertheless, the application of sugarcane bagasse-based activated carbon in juice clarification remains underexplored, and further studies are needed to optimize its production parameters, regeneration methods, and performance consistency. The integration of such green technologies could significantly enhance the sustainability of sugar manufacturing while reducing dependence on chemical clarifiers and minimizing waste generation.
2.6. The Activation Methods of Carbon Materials
The activation of carbon materials plays a pivotal role in converting raw precursors into high-performance porous adsorbents characterized by extensive surface areas and diverse functional groups. This transformation is primarily achieved through two predominant techniques: physical (or thermal) activation and chemical activation
| [29] | Yahya, M. A., Al-Qodah, Z., & Ngah, C. Z. (2015). Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: A review. Renewable & Sustainable Energy Reviews, 46, 218-235.
https://doi.org/10.1016/j.rser.2015.02.051 |
| [33] | Bouchelta, C., Medjram, M. S., Bertrand, O., & Bellat, J. P. (2008). Preparation and characterization of activated carbon from date stones by physical activation with steam. Journal of Analytical and Applied Pyrolysis, 82(1), 70-77.
https://doi.org/10.1016/j.jaap.2007.12.009 |
[29, 33]
. Each method is designed to improve the porosity, surface reactivity, and overall adsorption capacity of the carbon materials. However, they diverge significantly in their operational conditions, underlying mechanisms, and the environmental consequences associated with their application. For instance, physical activation typically involves the use of high temperatures in the presence of activating agents such as steam or carbon dioxide, while chemical activation employs chemical agents like phosphoric acid or potassium hydroxide at lower temperatures, leading to different structural and chemical properties in the resulting adsorbents.
The choice between physical and chemical activation is influenced by various factors, including the desired characteristics of the final product and the specific applications for which the adsorbents are intended. Physical activation generally results in a more uniform pore structure and higher thermal stability, making it suitable for applications requiring robust materials. In contrast, chemical activation often yields a higher surface area and greater functionalization, which can enhance the material's affinity for specific adsorbates. Understanding these differences is essential for optimizing the production of carbon-based adsorbents tailored to meet the demands of various environmental and industrial applications, thereby contributing to advancements in fields such as water treatment, air purification, and energy storage.
2.6.1. Physical Activation Method
Physical activation, also known as thermal activation, is a two-step process consisting of carbonization (pyrolysis) followed by gasification or activation. In the first stage, the organic precursor is carbonized in an inert atmosphere (usually nitrogen or argon) at moderate temperatures to remove volatile compounds and obtain a carbon-rich char. In the second stage, the carbonized material is exposed to oxidizing gases such as steam, carbon dioxide (CO
2), or air mixtures at elevated temperatures typically ranging from 800 to 1100°C
| [33] | Bouchelta, C., Medjram, M. S., Bertrand, O., & Bellat, J. P. (2008). Preparation and characterization of activated carbon from date stones by physical activation with steam. Journal of Analytical and Applied Pyrolysis, 82(1), 70-77.
https://doi.org/10.1016/j.jaap.2007.12.009 |
[33]
.
During this stage, partial gasification occurs, leading to the development of porosity through the controlled removal of carbon atoms. The process enlarges existing pores and generates new micro- and mesopores within the carbon matrix. This results in a product with good mechanical strength, low ash content, and high structural stability.
One of the main advantages of the physical activation process is its chemical-free nature, making it an environmentally friendly and green approach for producing activated carbon
| [31] | Byamba-Ochir, N., Shim, W. G., Balathanigaimani, M. S., & Moon, H. (2016). Highly porous activated carbons prepared from carbon rich Mongolian anthracite by direct NaOH activation. Applied Surface Science, 379, 331-337.
https://doi.org/10.1016/j.apsusc.2016.04.082 |
[31]
. Moreover, it is cost-effective and suitable for large-scale industrial applications, especially when inexpensive carbonaceous feedstocks such as coconut shells, sawdust, or sugarcane bagasse are used.
However, several limitations are associated with this method. Physical activation generally requires long activation times and high energy input, leading to increased operational costs. Furthermore, the resulting activated carbons often exhibit lower adsorption capacity compared to chemically activated ones due to less-developed microporosity
| [29] | Yahya, M. A., Al-Qodah, Z., & Ngah, C. Z. (2015). Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: A review. Renewable & Sustainable Energy Reviews, 46, 218-235.
https://doi.org/10.1016/j.rser.2015.02.051 |
[29]
. Despite these drawbacks, physical activation remains widely used because of its simplicity, absence of chemical waste, and production of mechanically robust carbon materials.
2.6.2. Chemical Activation Method
In contrast to physical activation, chemical activation combines carbonization and activation into a single step, where both processes occur simultaneously in the presence of a chemical activating agent. The precursor is impregnated or mixed with an activating compound and then heated under an inert atmosphere (usually nitrogen). During heating, the activating agent promotes dehydration, oxidation, and structural rearrangements that result in the development of a highly porous carbon network
| [34] | Gan, Y. X. (2021). Activated Carbon from Biomass Sustainable Sources. C - Journal of Carbon Research, 7(2), 39.
https://doi.org/10.3390/c7020039 |
| [35] | Njoku, V. O., Foo, K. Y., Asif, M., & Hameed, B. H. (2014). Preparation of activated carbons from rambutan (Nephelium lappaceum) peel by microwave-induced KOH activation for Acid Yellow 17 dye adsorption. Chemical Engineering Journal, 250, 198-204. https://doi.org/10.1016/j.cej.2014.03.115 |
[34, 35]
.
In this process, the raw material is first saturated with dehydrating and oxidizing agents such as phosphoric acid (H
3PO
4), zinc chloride (ZnCl
2), potassium hydroxide (KOH), or sodium hydroxide (NaOH). After impregnation, the suspension is dried and subsequently heated to temperatures between 400°C and 900°C, depending on the precursor and activating chemical. At these temperatures, cellulose and other biopolymers decompose, forming a cross-linked carbon framework. The resulting solid is repeatedly washed to remove residual activating agents and soluble by-products, yielding clean, porous activated carbon
| [36] | Samsuri, A. W., Sadegh-Zadeh, F., & Seh-Bardan, B. J. (2014). Characterization of biochars produced from oil palm and rice husks and their adsorption capacities for heavy metals. International Journal of Environmental Science & Technology, 11(4), 967-976. https://doi.org/10.1007/s13762-013-0291-3 |
[36]
.
Chemical activation agents act primarily as dehydrating catalysts, preventing the formation of tar or bituminous materials during pyrolysis and thus increasing carbon yield. They facilitate the formation of fine micropores and mesopores by deeply penetrating the carbon structure and reacting with carbon atoms to liberate gaseous products
| [37] | Molina-Sabio, M., & Rodríguez-Reinoso, F. (2004). Role of chemical activation in the development of carbon porosity. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 241(1-3), 15-25.
https://doi.org/10.1016/j.colsurfa.2004.04.007 |
| [38] | Gratuito, M. K. B., Panyathanmaporn, T., Chumnanklang, R.-A., Sirinuntawittaya, N., & Dutta, A. (2008). Production of activated carbon from coconut shell: Optimization using response surface methodology. Bioresource Technology, 99(11), 4887-4895. https://doi.org/10.1016/j.biortech.2007.09.042 |
[37, 38]
. This reaction pathway enables enhanced surface area development and improved adsorption properties.
Unlike physical activation, which typically requires two separate furnaces for carbonization and activation, chemical activation is conducted in a single reactor, reducing energy consumption and process complexity
| [36] | Samsuri, A. W., Sadegh-Zadeh, F., & Seh-Bardan, B. J. (2014). Characterization of biochars produced from oil palm and rice husks and their adsorption capacities for heavy metals. International Journal of Environmental Science & Technology, 11(4), 967-976. https://doi.org/10.1007/s13762-013-0291-3 |
[36]
. The effectiveness of the activation process depends on several parameters, including:
1) Type of activating agent
2) Impregnation ratio (mass of activating agent to dry precursor)
3) Activation temperature and time
4) Heating rate and atmosphere
5) Precursor composition and particle size
| [39] | Nowicki, P., Kuszyńska, I., Przepiórski, J., & Pietrzak, R. (2013). The effect of chemical activation method on properties of activated carbons obtained from pine cones. Central European Journal of Chemistry, 11(1), 78-85.
https://doi.org/10.2478/s11532-012-0140-0 |
| [40] | Yorgun, S., Yıldız, D., & Şimşek, Y. E. (2016). Activated carbon from paulownia wood: Yields of chemical activation stages. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, 38(14), 2035-2042.
https://doi.org/10.1080/15567036.2015.1030477 |
[39, 40]
.
Chemical activation is generally considered more efficient than physical activation because it produces carbons with larger surface areas, higher porosity, and superior adsorption capacity at lower activation temperatures and shorter times
| [41] | Cui, X. Y., Jia, F., 2, Y. X., & Gan, J. (2011). Influence of single-walled carbon nanotubes on microbial availability of phenanthrene in sediment. Ecotoxicology. 20(6), 1277-1285. |
[41]
. Furthermore, the yield of activated carbon is often higher, and the process allows better control over pore size distribution.
Nevertheless, the method also presents notable disadvantages. The post-activation washing step, necessary to remove residual chemicals, is often time-consuming and water-intensive. The resulting wastewater may contain toxic residues (e.g., Zn
2⁺, Cl⁻, or phosphate ions), posing environmental challenges and requiring secondary treatment before disposal
| [42] | Baodeng Wang, Chenming Zhu, Zhongzheng Zhang, Weili Zhang, Xinqing Chen, Nannan Sun, Wei Wei, Yuhan Sun, Haifeng Ji, H. (2016). Facile, low-cost, and sustainable preparation of hierarchical porous carbons from ion exchange resin: An improved potassium activation strategy, Fuel,. 179, 274-280. https://doi.org/10.1016/j.fuel.2016.03.088. |
[42]
.
The main activating chemicals used include alkaline agents such as KOH, NaOH, CaCl
2, and K
2CO
3; acidic agents like H
3PO
4 and H
2SO
4; and neutral metal salts such as ZnCl
2 . Depending on their physical state, activating agents can be mixed with the precursor either through dry blending or wet impregnation. During activation, these agents act as oxidizing, dehydrating, and structural templating agents, facilitating the formation of an interconnected porous matrix
| [44] | Girgis, B. S. and El-Hendawy, A.-N. A. (2002) Porosity Development in Activated Carbons Obtained from Date Pits under Chemical Activation with Phosphoric Acid. Microporous and Mesoporous Materials, 52, 105-117.
https://doi.org/10.1016/S1387-1811(01)00481-4 |
[44]
.
In summary, physical activation presents a straightforward and environmentally friendly approach to producing carbon materials. This method is characterized by its simplicity and minimal environmental impact, making it an attractive option for various applications. However, it is important to note that while physical activation is advantageous in terms of sustainability, the resulting carbon materials may not possess the advanced textural and surface characteristics required for certain high-performance applications. These applications include adsorption processes, catalytic reactions, and energy storage systems, where specific properties such as surface area, porosity, and chemical reactivity are crucial for optimal performance.
On the other hand, chemical activation is a more complex process that typically results in carbons with enhanced textural and surface properties. This method allows for greater control over the characteristics of the final product, making it particularly suitable for applications that demand high efficiency and effectiveness. The decision between utilizing physical or chemical activation ultimately hinges on several factors, including the specific requirements of the intended application, the type of feedstock available, and the environmental implications of each method. Therefore, a careful assessment of these elements is essential for selecting the most appropriate carbon production technique.considerations.
(i). Preparation of Activated Carbon Using Phosphoric Acid
Phosphoric acid (H
3PO
4) stands out as one of the most widely utilized activating agents for lignocellulosic biomass, primarily due to its remarkable efficiency and the relatively gentle conditions it requires for activation
| [29] | Yahya, M. A., Al-Qodah, Z., & Ngah, C. Z. (2015). Agricultural bio-waste materials as potential sustainable precursors used for activated carbon production: A review. Renewable & Sustainable Energy Reviews, 46, 218-235.
https://doi.org/10.1016/j.rser.2015.02.051 |
[29]
. The activation process facilitated by phosphoric acid is characterized by a series of chemical transformations, including depolymerization, dehydration, and the redistribution of key biopolymers such as cellulose, hemicellulose, and lignin found in lignocellulosic materials
| [45] | Abdelnaeim, M. Y., El Sherif, I. Y., Attia, A. A., Fathy, N. A., & El-Shahat, M. F. (2016). Impact of chemical activation on the adsorption performance of common reed towards Cu(II) and Cd(II). International Journal of Mineral Processing, 157, 80-88. https://doi.org/10.1016/j.minpro.2016.05.010 |
[45]
. These transformations are crucial for breaking down the complex structure of biomass, thereby enhancing its reactivity and suitability for subsequent applications.
As the activation progresses, phosphoric acid engages with the hydroxyl groups present in the carbonaceous precursor, which fosters cross-linking reactions while simultaneously mitigating the formation of excessive tar. With an increase in temperature, the process generates volatile byproducts that facilitate the development of micropores and mesopores in areas previously occupied by decomposed biomass
| [46] | de Yuso, A. M., Rubio, B., & Izquierdo, M. T. (2014). Influence of activation atmosphere used in the chemical activation of almond shell on the characteristics and adsorption performance of activated carbons. Fuel Processing Technology, 119, 74-80. https://doi.org/10.1016/j.fuproc.2013.11.025 |
[46]
. This transformation not only improves the porous architecture of the activated carbon but also significantly increases its surface area, making it more effective for various applications, including adsorption and catalysis. The intricate interplay of these chemical reactions underscores the importance of phosphoric acid in optimizing the properties of activated carbon derived from lignocellulosic sources.
Additionally, phosphoric acid treatment increases the concentration of acidic surface functional groups, such as phosphate and carboxyl groups, which enhance the hydrophilicity and ion-exchange capacity of the carbon surface
| [45] | Abdelnaeim, M. Y., El Sherif, I. Y., Attia, A. A., Fathy, N. A., & El-Shahat, M. F. (2016). Impact of chemical activation on the adsorption performance of common reed towards Cu(II) and Cd(II). International Journal of Mineral Processing, 157, 80-88. https://doi.org/10.1016/j.minpro.2016.05.010 |
[45]
. These surface modifications improve the adsorbent’s affinity for polar and ionic species in aqueous systems, making H
3PO
4-activated carbons highly effective in water purification and sugar decolorization applications.
However, excessive impregnation with phosphoric acid may lead to the formation of polyphosphate layers on the carbon surface, which can block pore openings and reduce the overall porosity
| [47] | Zhong, Z.-Y., Yang, Q., Li, X.-M., Luo, K., Liu, Y., & Zeng, G.-M. (2012). Preparation of peanut hull-based activated carbon by microwave-induced phosphoric acid activation and its application in Remazol Brilliant Blue R adsorption. Industrial Crops & Products, 37(1), 178-185.
https://doi.org/10.1016/j.indcrop.2011.12.015 |
[47]
. Therefore, optimization of the acid concentration, impregnation ratio, and activation temperature is crucial to achieving a balance between porosity development and carbon yield.
(ii). Preparation of Activated Carbon Using Zinc Chloride
Zinc chloride (ZnCl
2) is widely recognized as an effective activating agent for the production of activated carbon from lignocellulosic and cellulosic sources, as noted
| [48] | Arami-Niya, A., W. M. A. W. Daud, and F. S. Mjalli, (2010). Using granular activated carbon prepared from oil palm shell by ZnCl2 and physical activation for methane adsorption. Journal of Analytical and Applied Pyrolysis. 89 (2), 197-203. https://doi.org/10.1016/j.jaap.2010.08.006 |
[48]
. In the activation process, ZnCl
2 serves a dual purpose: it acts as a dehydrating agent and promotes the swelling of the biomass. This interaction is crucial as it aids in the disintegration of lignocellulosic materials into smaller carbon-rich fragments. The thermal decomposition of biomass in the presence of ZnCl
2 leads to the release of various volatile gases, including carbon monoxide (CO), carbon dioxide (CO
2), methane (CH
4), and aldehydes. These gases play a significant role in developing a porous structure within the activated carbon, as highlighted
| [49] | Anisuzzaman, S. M., Joseph, C. G., Krishnaiah, D., Bono, A., Suali, E., Abang, S., & Fai, L. M. (2016). Removal of chlorinated phenol from aqueous media by guava seed (Psidium guajava) tailored activated carbon. Water resources and industry, 16, 29-36.
https://doi.org/10.1016/j.wri.2016.10.001 |
[49]
.
Moreover, zinc chloride is instrumental in maintaining the integrity of the pore structure throughout the activation process by moderating the expulsion of volatile substances. The effectiveness of ZnCl
2 in enhancing the activation process is closely linked to the mass ratio of the activating agent to the raw material. An increase in the concentration of ZnCl
2 facilitates the easier release of volatile compounds, which in turn enhances nitrogen adsorption capabilities and increases the overall pore volume of the resulting activated carbon, as discussed
| [48] | Arami-Niya, A., W. M. A. W. Daud, and F. S. Mjalli, (2010). Using granular activated carbon prepared from oil palm shell by ZnCl2 and physical activation for methane adsorption. Journal of Analytical and Applied Pyrolysis. 89 (2), 197-203. https://doi.org/10.1016/j.jaap.2010.08.006 |
[48]
. This relationship underscores the importance of optimizing the ZnCl
2 concentration to achieve the desired characteristics of activated carbon.
However, an excessive amount of ZnCl
2 may cause structural cracking and collapse, converting micropores into mesopores and thereby reducing the overall carbon yield
| [50] | Gundogdu, A., Duran, C., Senturk, H. B., Soylak, M., Imamoglu, M., & Onal, Y. (2013). Physicochemical characteristics of a novel activated carbon produced from tea industry waste. Journal of Analytical and Applied Pyrolysis, 104, 249-259. https://doi.org/10.1016/j.jaap.2013.07.008 |
[50]
. Additionally, higher ZnCl
2 concentrations tend to decrease the number of acidic surface functional groups, including phenolic and carboxylic sites, while increasing lactonic groups, which can influence the adsorption selectivity of the final product
.
Despite these drawbacks, ZnCl2 activation is widely preferred for its ability to generate mesoporous carbons with large surface areas and uniform pore distributions, suitable for applications in gas adsorption, catalysis, and dye removal.
(iii). Activated Carbon Preparation by Potassium Hydroxide
In recent years, there has been a growing interest in alkali metal salts, particularly potassium hydroxide (KOH) and potassium carbonate (K2CO3), as potent activators for the synthesis of high surface area activated carbons at relatively moderate temperatures. Research indicates that KOH is particularly effective in producing activated carbons characterized by well-developed microporous and mesoporous structures, a uniform distribution of pores, and minimal levels of impurities. This makes KOH a preferred choice among researchers and industry professionals aiming to optimize the properties of activated carbons for various applications, including adsorption and catalysis.
The activation process using KOH typically involves a careful preparation stage where the precursor material, which can either be carbonized biomass or raw biomass, is mixed with KOH at a predetermined impregnation ratio. This mixture is then subjected to thermal treatment in an inert atmosphere at temperatures ranging from 600°C to 900°C. During this thermal activation, a series of chemical reactions occur, resulting in the generation of metallic potassium, water vapor, and gaseous byproducts such as hydrogen (H
2) and carbon dioxide (CO
2). These gaseous products play a crucial role in the activation process, as they penetrate the carbon lattice, facilitating the formation of new pores and the enlargement of existing ones. This intricate interplay of reactions not only enhances the surface area of the activated carbon but also significantly improves its structural characteristics, making it suitable for a wide range of applications. This method generally results in activated carbons with exceptionally high surface areas (up to 2500 m
2/g) and high microporosity, but the yield is often low (typically 10-40%) due to carbon consumption during activation
| [52] | Yang, J., & Qiu, K. (2010). Preparation of activated carbons from walnut shells via vacuum chemical activation and their application for methylene blue removal. Chemical Engineering Journal, 165(1), 209-217.
https://doi.org/10.1016/j.cej.2010.09.018 |
[52]
. Furthermore, KOH-activated carbons exhibit excellent adsorption performance for gases and small organic molecules, though their microporous nature may limit their ability to adsorb larger macromolecular pollutants.
Nevertheless, environmental concerns exist regarding the toxicity and corrosiveness of KOH, as well as the need for extensive washing to remove residual potassium compounds. These factors can lead to wastewater pollution if not properly
. Therefore, while KOH activation remains a highly effective method for preparing superior-quality activated carbon, careful process optimization and waste management are necessary to ensure sustainability.
2.7. Physicochemical Properties of Activated Carbon
Activated carbon is renowned for its exceptional physicochemical characteristics, which render it an extremely effective adsorbent for a variety of applications, including the removal of pollutants, the purification of gases, and the clarification of sugar juice. Its remarkable high surface area, coupled with a diverse range of pore sizes, allows for the accommodation of various contaminants. Additionally, the presence of chemically active surface functional groups enhances its ability to form strong interactions with both organic and inorganic substances, making it a preferred choice in environmental remediation and industrial processes
,
9].
The versatility of activated carbon is further underscored by its adaptability to different treatment scenarios. In the context of pollutant removal, it can effectively capture a wide array of harmful compounds, including volatile organic compounds and heavy metals, thereby improving air and water quality. In gas purification, activated carbon plays a crucial role in eliminating undesirable odors and toxic gases, contributing to safer and more pleasant environments. Furthermore, its application in sugar juice clarification not only enhances the quality of the final product but also optimizes the overall production process. These multifaceted capabilities highlight the significance of activated carbon in both environmental and industrial applications, establishing it as a critical material in the pursuit of sustainability and efficiency.
The efficiency of activated carbon depends largely on its structural, textural, and chemical properties, including surface area, pore volume, pore size distribution, surface functional groups, and ash content
| [54] | Zayadi, N. B. (2017.) performance of powdered and granular sugarcane bagasse activated carbon in removing pollutants of car wash wastewater. |
| [55] | Argessa, G. D., Megersa, S., Kabato, W., Reggasa, W. (2025). Phytochemical Analysis and Antimicrobial Activity of Carica Papaya Seed and Bark Against Selected Pathogens, in Case of Southern Ethiopia. American Journal of Chemical Engineering, 13(3), 66-75.
https://doi.org/10.11648/j.ajche.20251303.12 |
[54, 55]
. These parameters determine the accessibility and strength of adsorption sites during physicochemical interactions with solutes.
2.7.1. Ash Content of Activated Carbon
The ash content of activated carbon is a critical parameter that reflects its purity and overall quality. This metric indicates the amount of inorganic mineral residue that remains after the complete combustion of the carbon material. A higher ash content signifies a greater presence of these non-carbonaceous materials, which can interfere with the carbon's structural integrity. Specifically, elevated levels of ash can obstruct the pore structures within the activated carbon, leading to a significant reduction in the accessible surface area. This diminished surface area directly impacts the material's adsorption capacity, which is essential for its effectiveness in various applications, such as air and water purification
| [32] | Chowdhury, Z. Z., Zain, S. M., Khan, R. A., Niya, A. A., and Khalid, k. (2012). Process variables optimization for preparation and characterization of novel adsorbent from lignocellulosic waste. BioResource, 7(3), 3732-3754. |
| [65] | Argessa, G. D. (2025). Development and Nutritional Optimization of a Healthy Snack Bar for Children Using Locally Available Ingredients. Science Frontiers, 6(3), 34-56.
https://doi.org/10.11648/j.sf.20250603.11 |
[32, 65]
.
The implications of high ash content extend beyond mere physical obstruction; they can also affect the performance of activated carbon in practical scenarios. When the pore structures are compromised, the material's ability to adsorb contaminants is severely hindered, resulting in less efficient filtration and purification processes. This reduction in adsorption capacity can lead to increased operational costs and decreased effectiveness in applications where activated carbon is employed. Therefore, understanding and controlling ash content is vital for manufacturers and users alike, as it plays a pivotal role in determining the suitability of activated carbon for specific uses, ensuring that it meets the required performance standards in various environmental and industrial contexts
| [32] | Chowdhury, Z. Z., Zain, S. M., Khan, R. A., Niya, A. A., and Khalid, k. (2012). Process variables optimization for preparation and characterization of novel adsorbent from lignocellulosic waste. BioResource, 7(3), 3732-3754. |
[32]
.
Moreover, excessive ash can alter the surface chemistry, decreasing the availability of active binding sites for pollutant removal. Therefore, high-quality activated carbon typically exhibits low ash content and high fixed carbon content, which together contribute to improved adsorption performance and chemical stability.
2.7.2. Pore Size and Yield of Activated Carbon
The activation temperature and duration strongly influence both the yield and pore structure of activated carbon. As temperature increases, volatile substances are expelled, and the decomposition of cellulose and hemicellulose occurs, leading to a reduction in yield but a significant enhancement of surface area and micropore volume.
The specific surface area of activated carbon increased with activation temperature, reaching a maximum of 995 m
2/g at 800°C, after which it slightly declined due to pore collapse. Prolonged activation times initially enhance pore development but may later cause structural degradation
| [56] | Zhou, J., Luo, A., & Zhao, Y. (2018). Preparation and characterisation of activated carbon from waste tea by physical activation using steam. Journal of the Air & Waste Management Association, 68(12), 1269-1277.
https://doi.org/10.1080/10962247.2018.1508973 |
[56]
. Thus, an optimal balance between temperature, time, and activating agent concentration is essential to achieve desirable textural properties and economic yield.
2.8. Studies on the Preparation and Applications of Activated Carbon
Activated carbon is extensively utilized across various industries due to its affordability, adaptability, and exceptional adsorption capabilities. The characteristics of activated carbon can differ significantly based on the type of feedstock used and the specific activation process employed
| [57] | Soleimani, M., & Kaghazchi, T. (2007). Agricultural waste conversion to activated carbon by chemical activation with phosphoric acid. Chemical Engineering & Technology, 30(5), 649-654. https://doi.org/10.1002/ceat.200600293 |
[57]
. This material's unique properties make it particularly valuable in environmental engineering applications, where it is commonly used for the purification of water and air, treatment of industrial effluents, and adsorption of gases. Beyond environmental applications, activated carbon is also integral to food processing, sugar refining, and controlling odors, highlighting its multifaceted utility in both industrial and consumer contexts
| [58] | Chaiwon, T., Jannoey, P., & Channei, D. (2017) Preparation of Activated Carbon from Sugarcane Bagasse Waste for the Adsorption Equilibrium and Kinetics of Basic Dye. Journal of Materials Science and Technology. |
[58]
.
A notable example of activated carbon's effectiveness is illustrated by Kim
| [30] | Kim, J. W., Sohn, M. H., Kim, D. S., Sohn, S. M., & Kwon, Y. S. (2001). Production of granular activated carbon from waste walnut shell and its adsorption characteristics for Cu2⁺ ion. Journal of Hazardous Materials, 85(3), 301-315. https://doi.org/10.1016/S0304-3894(01)00239-4 |
[30]
, who demonstrated the successful production of granular activated carbon from walnut shells through a ZnCl
2 activation process. This method not only enhanced the material's adsorption capacity but also facilitated the efficient removal of Cu
2⁺ ions from synthetic wastewater. Such advancements underscore the potential of utilizing agricultural by-products for the creation of high-performance activated carbon, thereby contributing to sustainable practices in waste management and resource recovery. The ongoing research and development in this field continue to reveal new applications and improvements, further solidifying activated carbon's role as a critical component in addressing environmental challenges
| [58] | Chaiwon, T., Jannoey, P., & Channei, D. (2017) Preparation of Activated Carbon from Sugarcane Bagasse Waste for the Adsorption Equilibrium and Kinetics of Basic Dye. Journal of Materials Science and Technology. |
[58]
. Investigated activated carbons derived from agricultural residues such as strawberry and pistachio shells, demonstrating that adsorption capacity depends on both the adsorbent structure and the physicochemical nature of the pollutant.
Prepared activated carbon from sugarcane bagasse (SCB) using H
2SO
4 activation at 600°C for 2 hours
| [58] | Chaiwon, T., Jannoey, P., & Channei, D. (2017) Preparation of Activated Carbon from Sugarcane Bagasse Waste for the Adsorption Equilibrium and Kinetics of Basic Dye. Journal of Materials Science and Technology. |
| [64] | Hao, W., Björkman, E., Lilliestråle, M., & Hedin, N. (2013). Activated carbons prepared from hydrothermally carbonized waste biomass used as adsorbents for CO2. Applied Energy, 112, 526-532. https://doi.org/10.1016/j.apenergy.2013.02.028 |
[58, 64]
. The resulting carbon exhibited strong adsorption capacity for organic pollutants, validating its potential for industrial wastewater purification.
Furthermore, the evaluated bagasse-based activated carbon (BAC) for raw sugarcane juice clarification, achieving approximately 87% color removal at ambient temperature, indicating that BAC can serve as a viable and sustainable alternative to conventional clarifying agents in the sugar industry
| [9] | Solís-Fuentes, J. A., Galán-Méndez, F., Hernández-Medel, M. D. R., et al. (2019) Effectiveness of Bagasse Activated Carbon in Raw Cane Juice Clarification. Food Bioscience, 32, Article 100437. https://doi.org/10.1016/j.fbio.2019.100437 |
[9]
.
Table 1. Activated carbon derived from different agricultural waste and its application.
Raw material | Application | References |
Oil palm empty fruit bunches | Phenol adsorption | [59] |
Industrial sludge | Methylene blue removal | [60] |
Sugarcane Bagasse | Sugar juice decolorization | [61] |
Maize tassel | Removal of heavy metal water | [62] |
Biomass | Adsorbent for CO2 | [63] |
Walnut shell | Methylene blue removal | [52] |